0635-8889646
13563578859
電 話:0635-8889646
電 話:0635-8889949
手 機(jī):13563578859
傳 真:0635-8515165
聯(lián)系人:武經(jīng)理
郵 箱:sdwh9949@163.com
地 址:聊城市開發(fā)區(qū)匯通國際金屬物流園
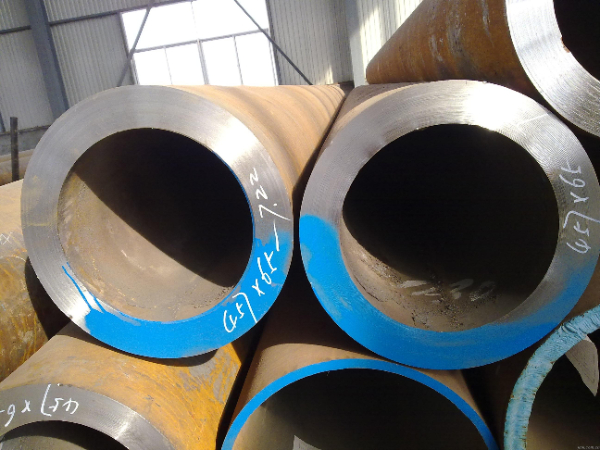
高壓無縫鋼管的焊接方法
預(yù)熱:有利于減低中碳鋼熱影響區(qū)的最高硬度,防止產(chǎn)生冷裂紋,這是焊接中碳鋼的主要工藝措施,預(yù)熱還能改善接頭塑性,減小焊后殘余應(yīng)力。通常,高壓鍋爐管管和高壓無縫鋼管的預(yù)熱溫度為150~250℃含碳量再高或者因厚度和剛度很大,裂紋傾向大時,可將預(yù)熱溫度提高至250~400℃。
若焊件太大,整體預(yù)熱有困難時,可進(jìn)行局部預(yù)熱,局部預(yù)熱的加熱范圍為焊口兩側(cè)各150~200mm。
焊條條件許可時優(yōu)先選用堿性焊條。
坡口形式將焊件盡量開成U形坡口式進(jìn)行焊接。如果是鑄件缺陷,鏟挖出的坡口外形應(yīng)圓滑,其目的是減少母材熔入焊縫金屬中的比例,以降低焊縫中的含碳量,防止裂紋產(chǎn)生。
焊接工藝參數(shù)由于母材熔化到第一層焊縫金屬中的比例最高達(dá)30%左右,所以第一層焊縫焊接時,應(yīng)盡量采用小電流、慢焊接速度,以減小母材的熔深。 ⑸焊后熱處理焊后最好對焊件立即進(jìn)行消除應(yīng)力熱處理,特別是對于大厚度焊件、高剛性結(jié)構(gòu)件以及嚴(yán)厲條件下(動載荷或沖擊載荷)工作的焊件更應(yīng)如此。消除應(yīng)力的回火溫度為600~650℃。
若焊后(即溫度≮200℃時)不能進(jìn)行消除應(yīng)力熱處理,應(yīng)立即進(jìn)行后熱處理(即消氫處理,一般加熱溫度約為150℃保溫2h緩冷)。
相關(guān)資訊
- 高壓鍋爐管產(chǎn)品的特點(diǎn)、用途和生產(chǎn)…
- 20G高壓鍋爐管零售價格的走勢及其…
- 20G高壓鍋爐管現(xiàn)貨:工業(yè)生產(chǎn)中的…
- 20G高壓無縫鋼管:工業(yè)動脈中的卓…
- 相關(guān)GB5310高壓鍋爐管的知識
- GB5310無縫鋼管:全面解析無縫鋼管…
- 20G高壓鍋爐管廠家現(xiàn)貨儲備
- SA-210C高壓用無縫鋼管廠家直營
- 12Cr1MoVG高壓用無縫鋼管大小口徑…
- 大口徑20G無縫鋼管具體參數(shù)標(biāo)準(zhǔn)
- 20G高壓無縫鋼管聊城廠家供貨商
- 厚壁GB5310高壓鍋爐管現(xiàn)貨廠家




微信掃一掃")